

17c嫩嫩草色视频官方版精密(mì)數控刀具(深圳)有限公司
聯係(xì)人:尹小(xiǎo)姐
手機:13428762476
電話:0755-21033436
傳真:0755-21033435
郵(yóu)箱:joyce@bzlsyt.com
網(wǎng)址(zhǐ):www.bzlsyt.com
深圳市龍華區大浪(làng)街(jiē)道同勝社區上橫朗第四工(gōng)業區3號103
銑削是(shì)當下現代工業被廣泛采用一種切削加工方法(fǎ),銑削主要用於(yú)加工(gōng)平麵(miàn)、台階麵、溝槽(cáo)、成(chéng)形表麵以及切斷等,銑刀刀具的(de)種(zhǒng)類繁多,以下講常用的幾種(zhǒng)銑刀具及性能。
立銑刀
高(gāo)速鋼立銑(xǐ)刀,主要用於加工凹槽(cáo)、台階麵以及成形表麵,立銑刀分為直柄或削平型直柄,莫氏錐柄;銑刀圓柱麵上的切削刃(rèn)是主切削刃,端(duān)麵上(shàng)的切削刃沒(méi)有通過中心,稱為副切削刃,加工作件時不宜作軸向進給運動。
磨具加工可以選擇有1至2個端麵切削刃通過中心的立銑刀(dāo),這種刃口的銑刀加工零件(jiàn)時可(kě)以進行軸(zhóu)向進給或者鑽淺等。
而硬質合金立銑刀分為整體式和可轉位式,整體硬質合金立銑刀根據被加工材質不同,可分(fèn)為適用(yòng)於加工GM係列、高硬(yìng)度鋼加工HM係列、不鏽鋼、耐熱合金加工SM係和鋁合金加工AL係列。
 整體式硬質合金立銑刀
整體式硬質合金立銑刀
整(zhěng)體式硬質(zhì)合金立銑刀常用螺旋角為30度、45度和60度,其齒(chǐ)數(shù)為2、4、6齒,30度螺旋角立銑刀齒數少,容屑空間大,適用於粗(cū)加工,45度螺旋角立銑刀齒數多,切削平穩,用於精加工,一般粗(cū)加工鋁合金的立銑刀選用60度螺旋角。
可轉位立銑刀
可轉位立銑刀(dāo)掃(sǎo)其結構(gòu)和用途可分為普通(tōng)型、鑽銑型和螺旋齒型,可轉位立(lì)銑刀直徑較小,夾緊刀片所占空間受到很大限製,所以一般采用壓孔式。
普通可轉位立銑刀其(qí)直徑為12-63MM,齒數(shù)為1-6齒,廣泛用於銑削平麵、台階麵和溝槽(cáo)等,一般選88度平行四(sì)邊形(xíng)刀片,刀片前麵(miàn)為正徑向前角和軸向(xiàng)前角的波紋形曲麵,因(yīn)而切削輕快,采用負倒棱來增(zēng)強切削刃強度。
圓刀片片立銑刀
圓刀片立(lì)銑刀主要用於銑削根部有內圓角的凸台、肋條、型腔以及(jí)曲麵,圓刀片具有可多次轉位(wèi)的非常堅(jiān)固的切削刃,背吃刀量不應超過刀片半徑,圓刀片立銑刀有直柄和莫(mò)氏錐柄兩種(zhǒng)。
用圓刀片轉位立銑刀加工表(biǎo)麵形狀複雜(zá)的型腔時,為(wéi)了高效切除腔(qiāng)內材料,銑刀的進給方式和路線的選擇是十(shí)分重要的(de),坡走銑是(shì)加工凹窩和型腔的一種(zhǒng)常用有效的方法,在X-Y和Z方向進行線(xiàn)性坡走(zǒu)銑的最大坡走角由刀具直徑所決定,進給路線的選擇主要考(kǎo)慮如何保持最(zuì)通暢地排出切削。
可轉位螺旋立銑刀
可轉(zhuǎn)位螺旋立銑刀的每個螺旋刀齒上(shàng)裝上若幹硬質合金可轉位刀片,相鄰(lín)兩個刀齒上的硬質合金(jīn)刀片相互錯開,切削刃呈玉米狀分布,減(jiǎn)小了切削(xuē)寬度,在保持切削功率不(bú)變的情況下,可較地提高進(jìn)給速度。
可轉位螺旋齒立銑刀的缺(quē)點頭部剛性(xìng)差,容易損壞,可以做成模塊式,以便於更換(huàn),比整體的更(gèng)加經濟(jì)。
鍵槽銑刀
鍵槽銑刀(dāo),它主要用於加工圓頭(tóu)封閉鍵槽(cáo),它有兩個刀齒,圓柱麵和端麵上都有切削刃,端麵上的切削刃延至(zhì)中心,工作時能(néng)沿軸線作進給運動(dòng),現市麵分(fèn)為直柄與錐柄(bǐng)鍵槽銑刀。
鍵槽銑刀的圓周切削(xuē)刃僅在靠近端麵的一小段長度(dù)內發生磨損,重磨時隻需刃磨端麵切(qiē)削刃,銑刀直徑(jìng)不變(biàn)。
三麵刃銑刀
三麵刃銑刀適用於加工凹槽和(hé)階台麵,三麵刃銑(xǐ)刀除圓周具有主切削刃外,兩側麵也(yě)有副(fù)切削刃,從而改善了切削(xuē)條(tiáo)件,提高了切削效率和減小了(le)表麵粗糙度,但重磨後厚度尺寸變化較大,三麵刃銑刀(dāo)可分為直齒、錯齒和鑲齒三麵(miàn)刃銑(xǐ)刀(dāo)。
硬質合金可轉位三麵刃銑刀(dāo)一般通過楔塊螺釘或(huò)壓孔式將刀片夾緊在刀體上,刀片的安裝多數采(cǎi)用平裝,也有立裝的,三個切削刃同時參(cān)加(jiā)切削,排屑條件(jiàn)差,因(yīn)此三麵刃的齒數較少,以保證足夠容屑空間,一般可轉位三麵刃銑刀有兩鍵槽,以便於組合使用時,將刀齒錯開,使切削平穩。
角度銑刀
角度銑(xǐ)刀,主要用於(yú)加工帶角度的溝槽和斜麵,這種銑刀分為單角銑刀,圓(yuán)錐切削刃為(wéi)主(zhǔ)切削刃,端麵切削刃為副切削刃,其(qí)中兩圓錐麵上的切削(xuē)刃(rèn)為主(zhǔ)切削刃,它分為對稱雙角銑(xǐ)刀和不對稱雙角銑刀。
模具銑刀
模具銑刀用於加工模具(jù)型腔或凸模成形表麵,在模具製造中(zhōng)廣泛應用(yòng),它是由銑刀演(yǎn)變而成的,高速鋼模具銑刀主要分為圓錐(zhuī)形立銑(xǐ)刀、圓球形球(qiú)頭立銑刀和圓錐形球頭立銑(xǐ)刀,加工零件時按(àn)工件形狀和尺(chǐ)寸來選擇。
硬質(zhì)合金球頭銑刀分為整(zhěng)體式和可轉位式,整體式硬質合金球頭銑刀直徑3-20MM,螺旋角W=30或45度,齒數Z=2至(zhì)4齒,它適用於高速、大進給銑削,加(jiā)工表麵粗(cū)糙度小,主要用於精(jīng)銑。
可(kě)轉位球頭立銑刀(dāo)前端裝有一(yī)片或兩片(piàn)可轉位刀片,它有兩個圓(yuán)弧切削刃,直徑較大(dà)的(de)可轉位球頭立銑刀除(chú)端刃外,在圓周上還裝有長方形可轉位刀片,以增大最(zuì)大吃力量,用這種球頭銑刀進行坡銑時,向下的最大坡走角不宜大於30度,銑銷表麵粗糙度較大,主要用於高速(sù)精銑和(hé)半精銑。
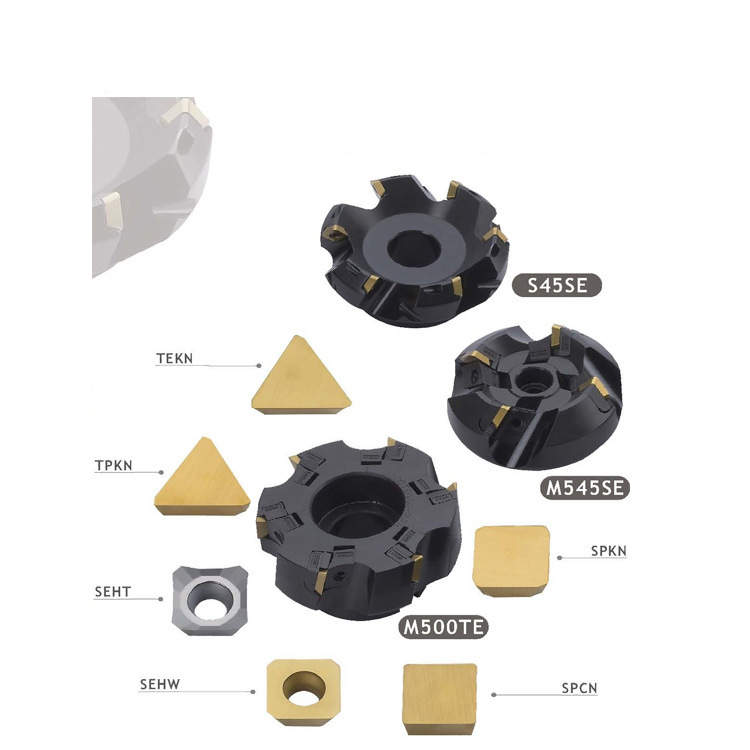
硬質合金麵銑刀
硬質合金可轉位麵銑刀(dāo)適用於高速銑削(xuē)平麵,由刀(dāo)體、刀墊、緊固螺釘、刀片、楔塊和偏心銷組成(chéng),刀(dāo)墊(diàn)通過楔塊緊和緊固螺釘夾(jiá)緊在刀體上,刀片安裝放在刀墊上後,通(tōng)過楔塊夾緊,偏心銷還能防止切削時刀墊(diàn)受過大軸向力而產生顫動。
為了減少銑刀規格(gé),便於集中製(zhì)造,麵銑刀直徑標準化,同一直徑的可轉位麵銑刀的齒數分為粗(cū)齒、中齒、細齒三種,粗銑長切屑工件(jiàn)或同時參加切削的刀(dāo)齒過多引起振動時可(kě)選用粗齒麵(miàn)銑刀,銑短切屑工件或精銑鋼件時可選用中齒麵銑刀,細齒麵銑刀的每齒進給量較小,常適用於加工薄壁鑄件。




